DRAGGI Electromécanique
Fabricant de résistances chauffantes industrielles
Colliers chauffants
Nous fabriquons sur demande et sur mesure des colliers chauffants pour cylindres de machines à injecter, corps d'extrudeuses, buses d'injection, etc ...
Les spécifications nécéssaires à l'exécution d'une commande se trouvent en bas de cette page.
En fonction des exigences techniques, nous vous en proposons deux modèles de notre fabrication : les cuirassés et les non-cuirassés. Un troisième modèle, que nous ne fabriquons pas nous-même, apporte l'avantage de l'étanchéité. Vous le trouverez sur la page des colliers étanches.
Collier type "cuirassé"
Ces colliers chauffants sont conçus principalement pour le chauffage des cylindres de machines à injecter les thermoplastiques, corps d’extrudeuses, etc ...
Ils peuvent aussi êtres utilisés pour d'autres applications.
Ils sont constitués d'une résistance bobinée sur aggloméré de mica, enveloppée de tôle d’acier mince et enroulée au diamètre voulu.
L’élément chauffant ainsi obtenu est à son tour ceinturé par une cuirasse en tôle de 12/10eme qui assure une protection sérieuse contre les coups éventuels et permet un serrage énergique, gage de longévité du collier.

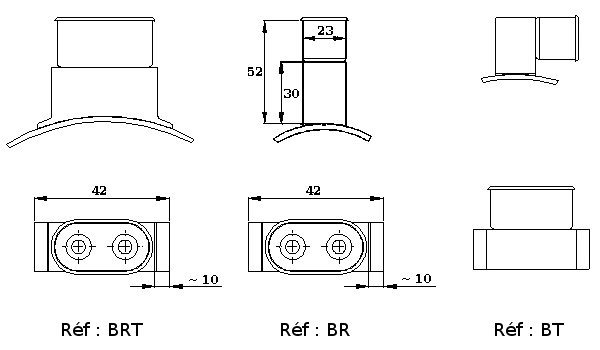
Types de sorties standard
Les sorties standard sont constituées par des broches fendues de 6 mm de diamètre en alliage spécial, argentées, et montées sur boîtier avec cache bornes avec un entraxe de 19 mm.
Collier type "non cuirassé"
Lorsque pour diverses raisons, et notamment par manque de place, petites dimensions (moins de 70 de diamètre) ou largeur étroite, il n’est pas possible d’utiliser nos colliers cuirassés munis de fiches, nous proposons des colliers non cuirassés, dits de buse.
Leur construction ne diffère de celle des colliers cuirassés que par l’absence de carcasse. Le serrage est obtenu à partir de la tôle supérieure de l’enveloppe d’élément, renforcée à cet effet.

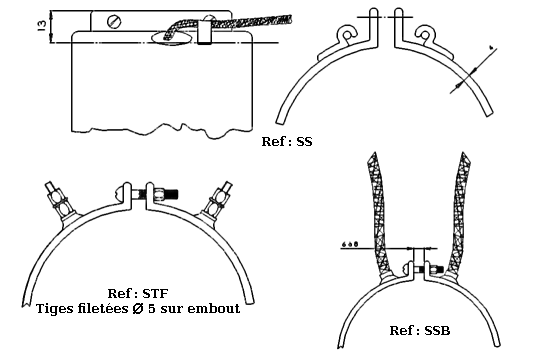
Types de sorties standard
REF SS : connexions souples sous gaine fibre de verre.
REF STF : reprise sur vis isolées.
REF SSB : connexions souples sous tresse métallique.
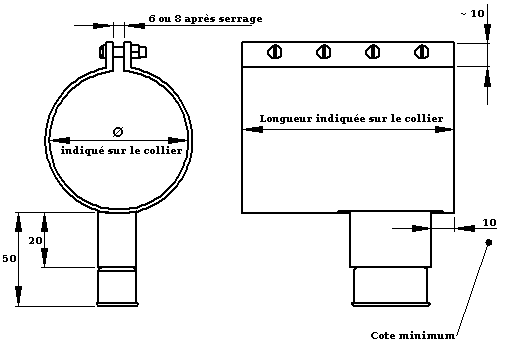
Spécifications nécéssaires à l'exécution d'une commande
1° - Diamètre exact du cylindre (indiqué sur le collier).
2° - Longueur (indiquée sur le collier).
3° - Tension d’utilisation.
4° - Puissance désirée.
(Celle-ci peut être déterminée par nos soins, en connaissance de son emploi. Il est prudent dans tous les cas de ne pas dépasser la charge de 4W / cm² de surface du cylindre)
5° - Système de sorties désiré et position par rapport au plan de serrage.
(Tenir compte que le système BR - position diamétralement opposée aux bords de serrage - est le plus rationnel)
6° - Trous ou toutes autres particularités s’il y a lieu ainsi que leur position.
(Joindre un croquis coté : distance des axes par rapport au bord et position en degrés d’arc sur le pourtour par rapport au plan de serrage)
Tous les colliers chauffants de notre fabrication sont livrés après avoir subi aux divers stades de leur construction des épreuves de chauffage représentant environ 1/2 heure de fonctionnement à pleine charge. L’essai définitif est fait le collier étant monté et galbé sur un cylindre au diamètre exact.
De ce fait, les liants et agglomérants utilisés pour la fabrication des isolants feuilletés sont évacués en vapeurs, sans formation de dépôts charbonneux préjudiciables aux isolements. D’autre part, les défauts d’isolement et de texture d’alliage de résistance sont immédiatement détectés (claquage au banc et non pas sur la presse en cours de fonctionnement).
DRAGGI Electromécanique - BP 5011, 01105 OYONNAX cedex - Tel : 04 74 77 31 69 - Fax : 04 74 77 88 83